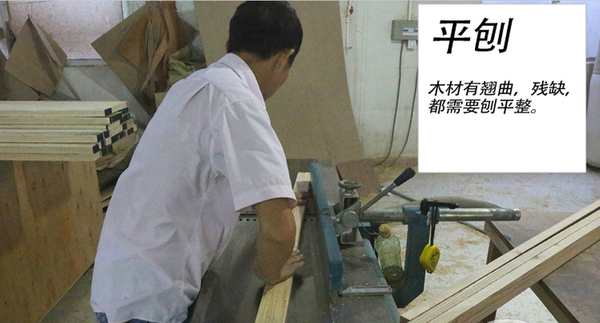
1、實木椅有保值功能.同時能給家居環境帶來溫潤的“木氣”,因而頗受中高檔消費者歡迎。它的優點是體現自然:自然的紋理,多變的形態,家具表面一般都能看到木材美麗的花紋。
2、實木椅具有自己獨特的風格個性實木家具原料來自于天然,集自然精華于一身,真實展現實木家具的獨特品味:高檔,厚重,將源遠流長的中國傳統文化與現代時尚因素相結合,融入家具的設計當中,為家具賦予新的內涵,將家具設計更加人性化,實用化,現代化,開創實木家具新風尚,引領家具新潮流.
3、天然、環保、健康實木椅透露自然與原始之美。實木椅之所以長盛不衰,從顏色分析,在于它的天然木本色。原木色家具既天然、又無化學污染,這實在是健康的時尚選擇,符合現代都市人崇尚大自然的心理需求。 其次在材質的選擇上,以國內實木家具為例,種類主要有:櫸木、柚木、楓木、橡木、柞木、水曲柳、榆木、楊木、松木等,其中以水曲柳、櫸木、柞木最為名貴。這些材料來自于自然,反映了人和環境的和諧關系,設計師們都愛用這些材料,再加入以人為本、以自然為本的現代設計理念,就更能拉近人和材料、人和自然的距離,給人一種親切感。 再次,環保裝修實木家具是市場主角。實木家具在加工制作的過程中,和那些人造板的家具相比,用膠量是相當少的。用膠量的多少影響著家具的環保性高低。
4、使用壽命長。板式家具的使用壽命一般3-5年。實木家具的使用壽命是板式家具的5倍以上。
1、選料在選料時,一般選用毛邊板。因為 椅子的彎曲部件較多,這樣可以充分利用木材,提 高出材率;在加工中有的部件甚至還可以直接利用 木材本身的彎曲部分。對于高檔產品,特別是要求 透明涂飾的產品,選料的要求較高,不能有蟲眼、 腐朽、裂紋、死節等缺陷,而且一般都要求選擇同 一樹種,同時,在質地、顏色、紋理上也要求相近 或相似,甚至左右對稱,而對不透明涂飾的產品可 以適當放寬一點,可以是不同的樹種。當然,無論 是何種產品,在選料時都要考慮到零部件的受力情 況以及產品的某些特殊要求。所以,在帶樺頭、樟 眼的地方不允許有節子、腐朽、裂紋等缺陷,這是最起碼的要求。
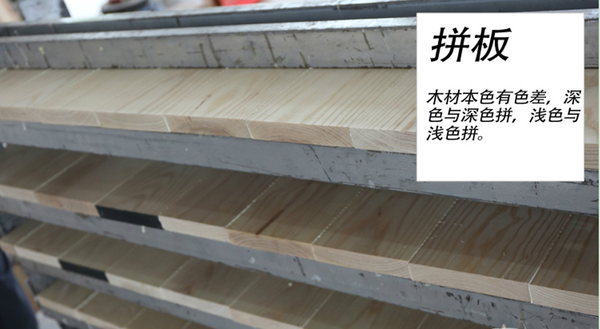
2、座面 一般高品質的產品,座面多以實木 為基材而很少采用人造板。由于考慮到材料的大小 及應力的變化,一般不用整塊木板,大部分是用內 應力小、材料利用率高的指接木拼板、集成材,其工 藝流程如下:
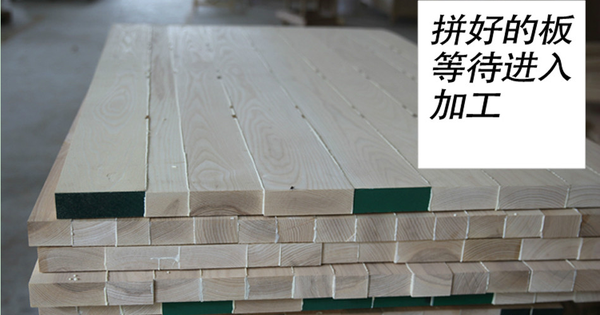
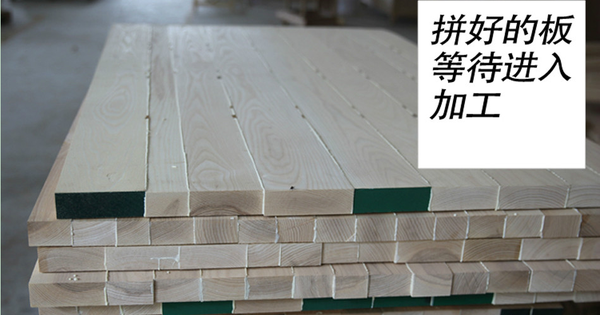
3、膠拼將在寬度方向上刨光的指接木雙面涂膠,然后通過夾緊器從側面加壓拼寬。主要由傳送鏈和金屬夾緊器組成,將待拼板放在夾緊器中,通過油缸自動加壓, 壓力一般為0. 7-0. 8MPa。夾緊器隨著傳送鏈間歇 式轉動,有的設備還具有高頻加熱裝置,每旋轉一 周,拼板就已經固化,即可以更換另一塊板,這樣 可以大大地提高生產效率和產品質量,有利干批量 生產。對于小批量生產沒有拼板機的,則可以采用螺桿加壓的方式進行膠拼。膠拼材的強度比較高,接合部大都超過木材本身的抗拉強度。
4、用于膠拼的木材必須經過人工干燥,含水率控制在10%左右,所選用膠料一般是 PVAC,對于要求較高的產品,采用OF膠。鐵削成型椅座板的銑削成型包括兩個部 分,一個是邊部的銑削,另一個是座板面的銑削。邊部銑削成型:對于小批量生產,用單軸立式 銑床就可以完成,但勞動強度大,且不易操作,很 容易造成木纖維撕裂。有條件的廠家通常采用自動 仿形銑,其工作原理與靠模銑床相類似,只是從夾 緊到加工,均實現了自動化,提高了工作效率和安座面銑削成型,許多椅子的座面并不是一個平 板,而是根據人體工效學的要求設計出凹面。在批 量生產中,必須用專用設備才可以較好地完成加工。 如圖7所示的座墊刨木機,它通過成型刀具在座板 上銑削出凹型面。當然,這一工序也可以在數控銑 床上來完成,而且能得到更好的加工質量,只是設 備成本相應地高些。
5、在裝配過程中應該注意的是:對于用膠部件, 一定要注意陳化,以便使膠液固化,否則,在進行 總裝時就有可能使零部件的接合強度受到損害或是發生變形。現在一般在家具生產中多采用PVAC膠, 常溫下,應陳化29小時。在室內加熱到60C'^-70C'. 則陳化60分鐘即可進入下一道工序。當然,若是采用高頻電極對膠接部位加熱,只需10秒鐘左右就可以使膠層固化。除了上述的提高溫度加速固化外,還可以改進膠種的性質來提高固化的速度。目前:使用較多的兩液膠就是一例,它是將PVAC的固化 劑放在OF膠中,將OF膠的固化劑放在PVAC中, 操作時,將兩種膠分別涂在樺頭和樟腿上,然后膠 接,只需3^-6分鐘就可以完全固化,而且膠接強度 也比較高。 透明涂飾兩種。由于透明涂飾的要求較高,這里主 要討論它的工藝要點。
6、接長:方材在長度方向的膠接常用的有對 接、斜面接和指樺接等幾種,其中以斜面接和指樺 接的強度較好。為了保證膠合強度,斜面長度L應等于厚度T的10^-15倍,但這樣材料損耗較 大,且斜面不易加工。所以,指樺接就更易加工、 膠接面積大、膠合強度高等優點。是指接榫長度和齒距與接合強度的關系圖河以看出,當T/2L 為1/8--1/l6時,抗拉和靜曲強度最大,但為了節約用材,通常取1/8^-1/10;當T=4一1 Om m時. 膠合強度最大,為了便干機加一L,一般取6 ---1 Om m 。
7、空氣噴涂:空氣噴涂在家具工業生產中, 特別是小批量的椅子涂飾上使用較)。其主要工藝參數如下:
7.1、空氣壓力 0. 2——0. 5MPa 涂料粘度15^-30s 噴嘴直徑0. 2^-0. 35mm 噴房內有機溶劑蒸氣含量300mg/m3以下 噴房內空氣流動速度1^-2m /s 在操作時,噴槍與工件之間的距離應適當,經 驗數值為:大噴槍30^-35cm;小噴槍15^-25cm o 噴涂時要注意噴槍與工件保持垂直,噴槍運行速度 不宜過快,特別是對于噴涂透明有色系列涂料時, 更應注意搭接處的均勻,同時要保持噴房及室內的清潔與通風
7.2、靜電噴涂因為椅子的曲面與折面較多, 空氣噴涂時,易在這些部位形成回旋氣流造成不均 勻,而靜電噴涂則在這方面占有較大的優勢。在高壓電場的作用下,不僅提高了涂料的利用率,目_使 涂料微粒沿電力線均勻地分布在每一個角落。操作時被涂飾的椅子吊掛在以噴具為中心的環狀傳送帶 上,涂料微粒所受離心力的方向與電場的方向一致, 使得涂料微料更具有傾向性,能更加均勻地分布。 噴涂后的椅子經傳送帶運經紅外線干燥房干燥,整 個過程僅需幾分鐘到十幾分鐘。
7.3、由于涂料技術的發展,無論是在光澤、色彩、 強度,還是在附著力,手感等方面都有了很大的提 高。目前使用的改性三聚體2HB新型PU漆,在常溫 下只需10分鐘,實干6小時,因此,生產中灰塵不 易沾上,基本上無需拋光就能獲得光潔,平整、豐 滿的表面。
8、涂飾工藝新型涂飾材料的涂飾工藝與傳統工藝有所不同,但一般還是先將白坯進行仔細砂 磨,將大的凹處進行嵌補,再經砂光——噴透明封閉 底漆——砂光一二次透明底漆一砂光——各色透明面漆。在透明涂飾中,著色可以分為底著色和面著色 兩種。底著色時,先將白坯用色漿染成所需的顏色, 然后再噴無色透明底漆和面漆。面著色則是在面漆中滲入透明顏色進行噴涂,而最終使產品帶色。兩 者比較,底著色工藝相對簡單,技術要求相對低一 些;對面著色,若操作不當,容易形成深淺不一的 色斑而影響產品質量。如果材料的色澤不一,底著 色工藝的修補余量相應地要大一些。在實際生產中, 透明涂飾多采用底著色。

































實木椅子是實木家具生產中工藝變化較大 的一種產品,其品質的高低,直接關系到企業 的形象。要批量生產高品質的椅子,提高產品 的附加值,增強市場競爭力,除廠選用優質的 原材料,使用高新技術設備外,合適的工藝流 程和嚴格的質量管理也是關鍵所在。本文僅對 常見造型椅子的生產作了簡略地探討,在實際 生產中應根據不同的造型,隨時調整生產I.藝. 使產品更臻完美。
上海茂炫實業有限公司版權所有